What if machines could see and understand the world as people do? This incredible capability is made possible by computer and machine vision. Put simply, computer, machine vision are how machines see, and understand they see.
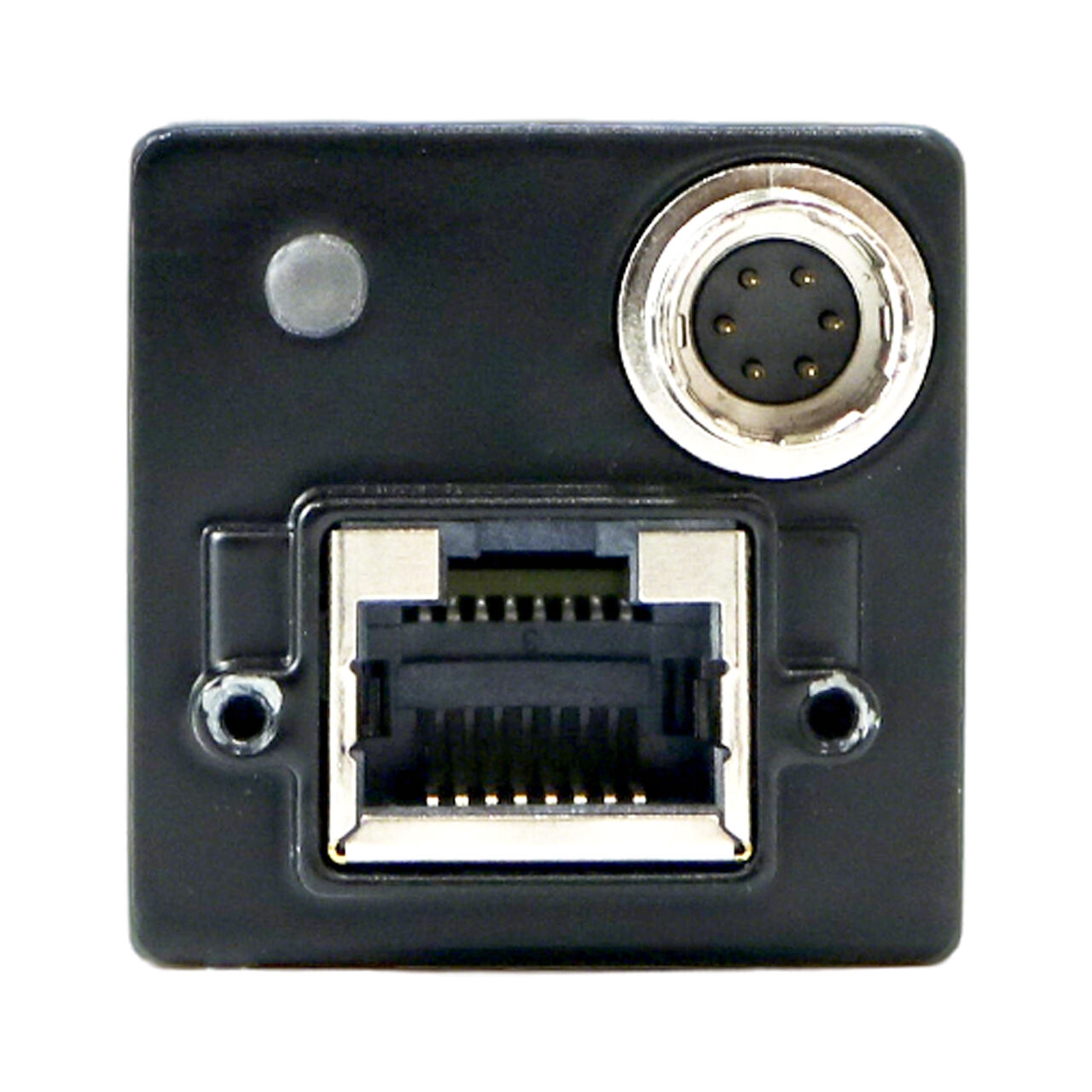
Cameras and sensors on machines take pictures and videos of what surrounds them. These images are then examined by computers using special programs. With this process, machines can identify objects, recognize patterns and understand the world in ways that only people could in the past.
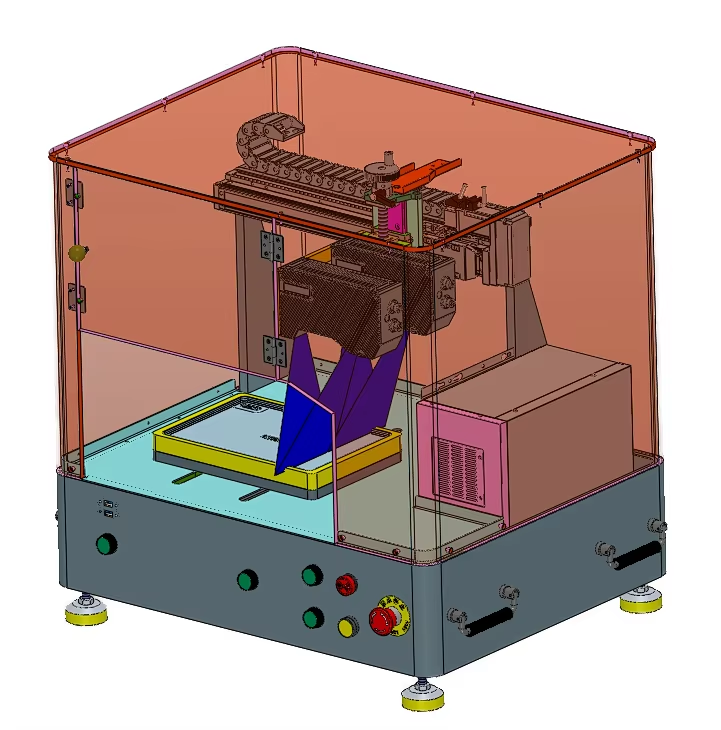
Applications Machine vision in is widespread. In factories, machines can inspect products for mistakes and ensure they are of good quality. In the medical industry, novel medical imaging instruments can also make it easier for doctors to identify diseases and perform surgeries more precisely. On the farm, drones equipped with machine vision could assess the health of crops and even assist with watering them.

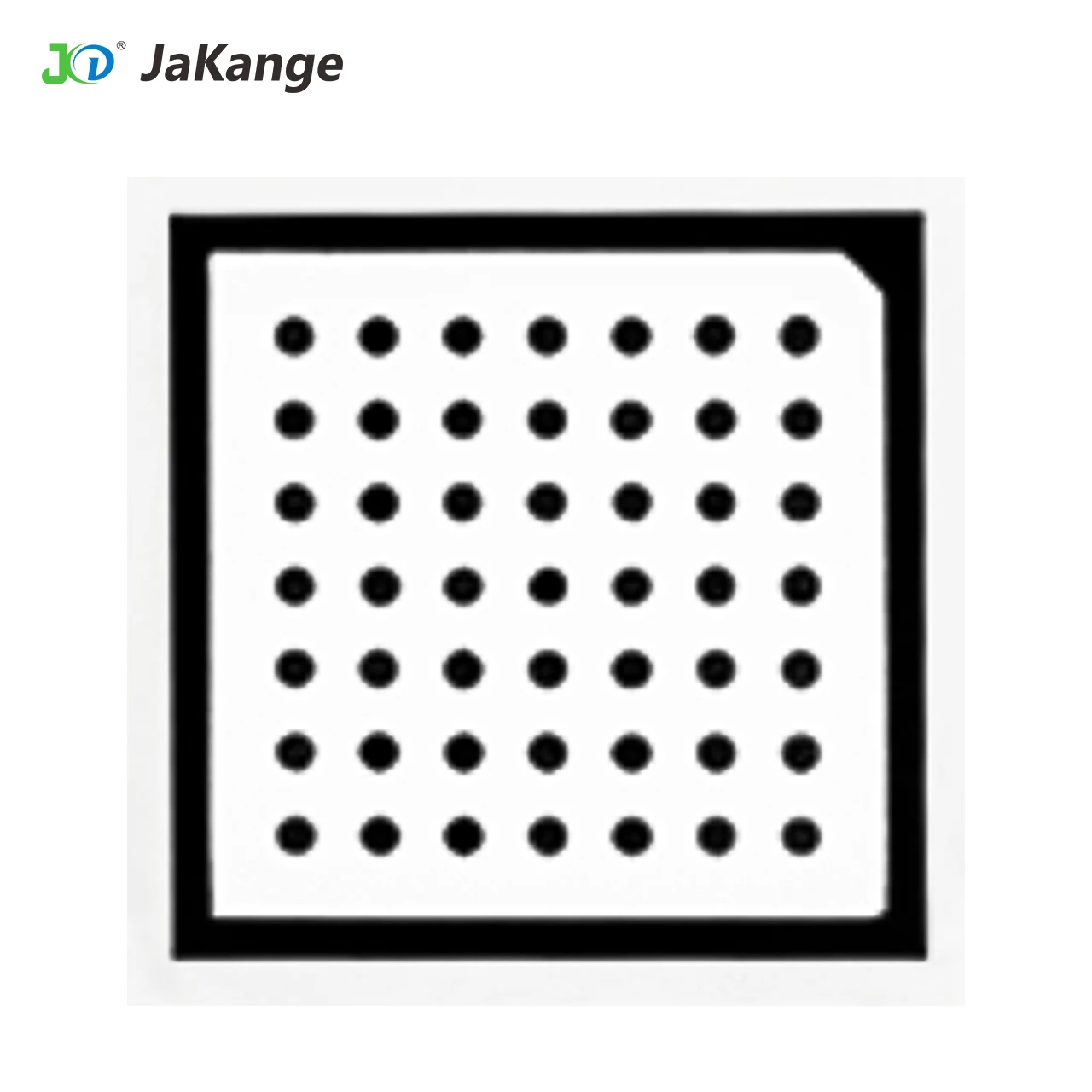
Image recognition, one thing that is a crucial part of computer vision, is used to make machines recognize objects or patterns in images. The technology is transforming the way businesses function, from stores to the military. In retail stores, say, computer vision systems can monitor inventory on the shelves and study customer behavior to improve the store. Within security, cameras equipped with image recognition can spot suspicious behavior and then notify the police.

We can see already the big transformations this is bringing about in our relationship with the world.” Computer vision, from facial recognition on smartphones to self-driving cars, is rewriting our future. By enabling machines to “see,” and to understand what is seen, computer vision is working alongside and opening up space for new opportunities for automation, efficiency, and creativity.

Machine vision solutions can significantly enhance the way decision-making is done in a variety of industries. By providing information to a business in real time based on what it sees, a machine can help the business make better decisions and do their work better. Machine vision systems can also analyze shopping behavior in stores to build more effective marketing plans, and to maintain happy, customers. On the farm, drones equipped with machine vision software can help farmers make intelligent decisions to grow more crops and safeguard the environment.
We maintain 100% product inspection rates, implementing strict quality oversight from raw material sourcing and assembly to final testing and packaging—ensuring reliability, compliance, and efficient delivery for global clients.
Supported by a skilled engineering team, we offer tailored vision product development, cost-optimized sourcing, consolidation services, and specialized logistics—providing complete, cost-effective visual solutions and responsive after-sales support.
A pioneer in new energy battery inspection technology, we apply our advanced vision systems and AI-driven solutions across industrial manufacturing, precision components, and smart automation, driving innovation in high-growth sectors.
As a nationally recognized high-tech enterprise with dual software and system integration certifications, we specialize in core technologies including machine vision software, robotics, precision motion control, and intelligent inspection systems.