मेशिन भिजनमा क्यामेराहरूको माध्यमबाट उनीहरूको वातावरण देख्न र बुझ्न सक्छन्। यी मेशिनहरूले राम्रोसँग काम गर्न र सटीकताका साथ काम गर्न लाइटिङ आवश्यक छ। लाइटिङको एक लोकप्रिय प्रकार एलईडी लाइटिङ हो। मेशिन भिजन लाइटहरू एलईडी आधारित हुन्छन् किनकि तिनीहरू साना, उज्यालो र कम ऊर्जा प्रयोग गर्छन्।
एलईडी रोशनीले मेशिन भिजनको काममा क्रान्ति ल्याएको छ। धेरै रोशनी! एलईडी लाइटहरू स्थिर रहेर र विश्वसनीय रोशनी प्रदान गरेर यी सिस्टमलाई सफा र ठाडो तस्बिरहरू लिनमा सहयोग गर्छन्। यसले मेशिनहरूलाई राम्रो निर्णय लिन र आफ्नो काम थप सटीकताका साथ गर्न मद्दत गर्छ।

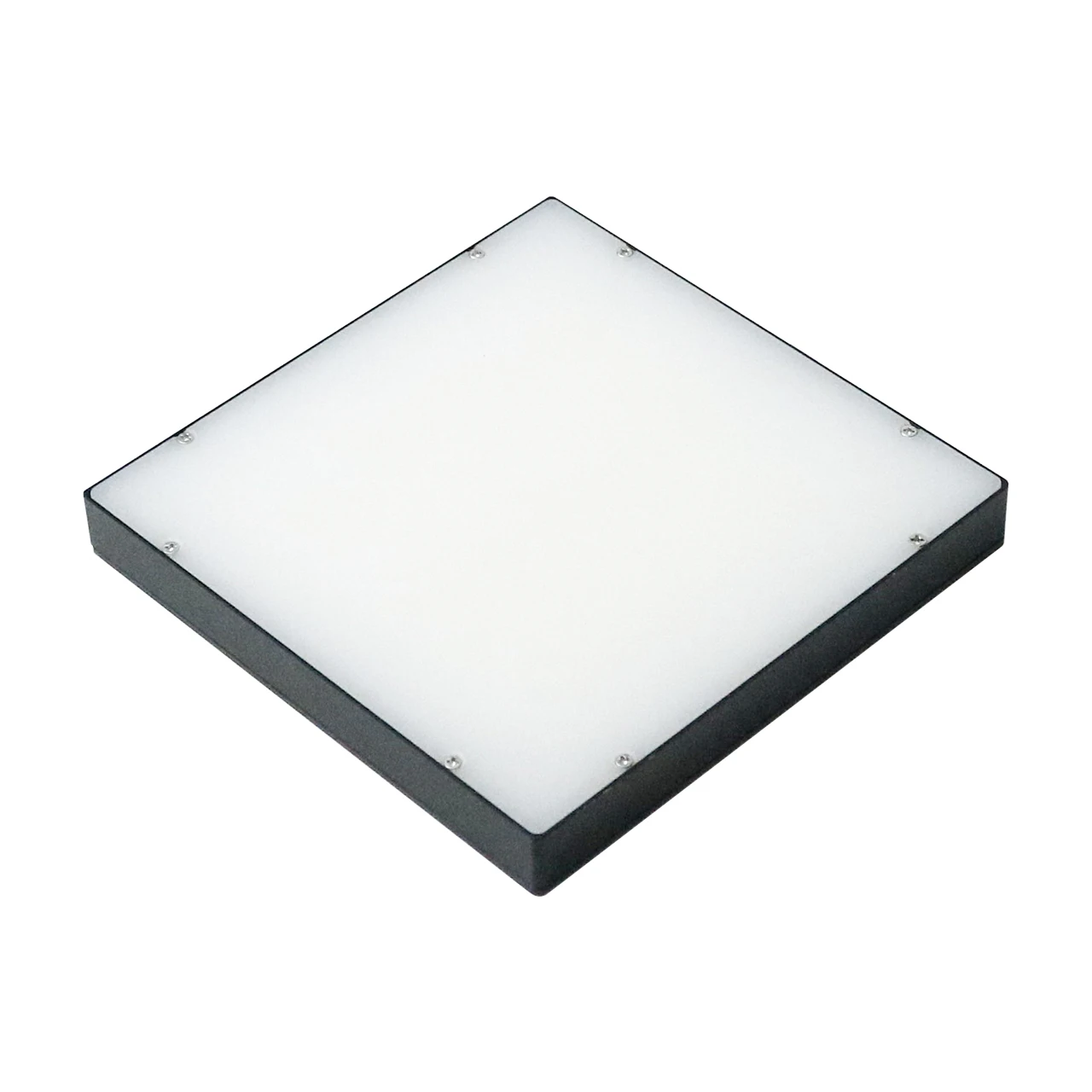
फाइदा ४: राम्रा तस्बिरहरू… तीव्र एलईडी रोशनीले मेशिन भिजन सिस्टमद्वारा विश्लेषण गरिएका तस्बिरहरूको गुणस्तर सुधार गर्छ र यसलाई छिटो काम गर्न सक्षम बनाउँछ। एलईडी लाइटबाट आउने रोशनी सामान्य रोशनीको तुलनामा नापाक हुन्छ, यसैले यी लामो समयसम्म चलाउँदा असहज तापक्रम पुग्दैन। त्यसैले मेशिनहरू बढी पटक चलाउन सकिन्छ र मर्मतका लागि कम समय बन्द राख्नुपर्छ, जसले गर्दा यसलाई थप उत्पादक बनाउँछ।

मेशिन भिजनका लागि एलईडी प्रकाशको एउटा महत्वपूर्ण फाइदा यो हो कि यसले चित्रहरूको उपस्थिति सुधार्न सक्छ। एलईडी बत्तीहरू समायोज्य पनि हुन्, प्रत्येक कार्यका लागि उपयुक्त स्तर र प्रकारको प्रकाश प्रदान गर्दै, जसले गर्दा स्पष्ट र विस्तृत चित्रहरू सृजना हुन्छन्। यस्तो सुधारिएको चित्रको गुणस्तरले मेशिन भिजन सिस्टमलाई सानोमा सानो समस्यालाई पनि पहिचान गर्न मद्दत पुर्याउँछ, जसले यथार्थतालाई सुधार्छ।

अप्टिकल निरीक्षण र औद्योगिक मेशिन भिजनका लागि एलईडी प्रकाशका फाइदाहरू। स्पष्ट र सटीक चित्रहरूको अतिरिक्त, एलईडी बत्तीहरू लागत-प्रभावकारी पनि हुन् र पर्यावरणका लागि मैत्री भएका हुन्छन्। यिनीहरूको ऊर्जा खपत सामान्य बत्तीहरूको तुलनामा कम हुन्छ र आयु धेरै लामो हुन्छ, जसले धन बचत गर्न मद्दत पुर्याउँछ र पृथ्वीलाई समेत सहयोग गर्छ।
एक कुशल इन्जिनियरिङ टोलीले समर्थित, हामी लक्षित दृष्टि उत्पादन विकास, लागत-अनुकूलित स्रोतीकरण, एकीकरण सेवाहरू र विशेष लगिस्टिक्स प्रदान गर्दछौं—पूर्ण, लागत-प्रभावकारी दृश्य समाधान र प्रतिक्रियाशील पश्चात-बिक्री सहयोग प्रदान गर्दछौं।
नयाँ ऊर्जा बैट्री निरीक्षण प्रविधिमा अग्रगामी, हामी उद्योग उत्पादन, सटीक घटकहरू र बुद्धिमान स्वचालनमा हाम्रा उन्नत दृष्टि प्रणाली र कृत्रिम बुद्धिमत्तामा आधारित समाधानहरू लागू गर्छौं, उच्च वृद्धि भएका क्षेत्रहरूमा नवीनतालाई बढावा दिँदै।
राष्ट्रिय स्तरमा मान्यता प्राप्त उच्च-प्रविधि उद्यमको रूपमा दोहोरो सफ्टवेयर र प्रणाली एकीकरण प्रमाणपत्रहरूसँग, हामी मेसिन दृष्टि सफ्टवेयर, रोबोटिक्स, ठीक गति नियन्त्रण, र बुद्धिमान निरीक्षण प्रणालीहरू सहितका मुख्य प्रविधिहरूमा विशेषज्ञता राख्छौं।
हामी १००% उत्पादन निरीक्षण दर बनाए राख्छौं, कच्चा पदार्थको स्रोतीकरण र असेम्बलीबाट अन्तिम परीक्षण र प्याकेजिङ सम्म कडा गुणस्तर निगरानी लागू गर्दछौं—वैश्विक ग्राहकहरूका लागि विश्वसनीयता, पालना र कुशल डेलिभरी सुनिश्चित गर्दछौं।