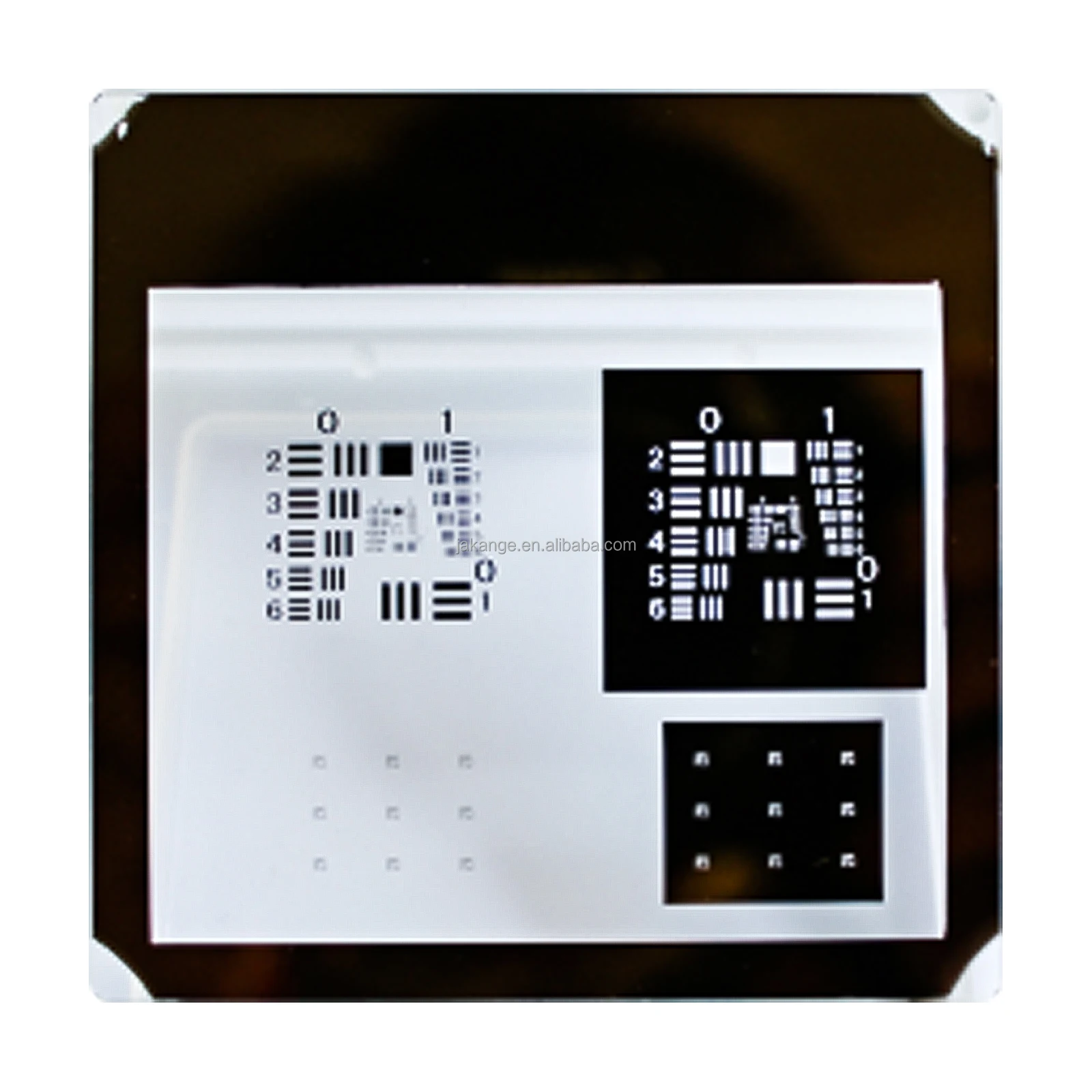
That's right! If our eyes can look at something and let us know what it is, computers can be programmed to do the same! They employ a technique known as “computer vision. ‘Picture a robot that can look at a car part [image] and tell you if it’s a good part or a bad part, or a camera that counts all the toys in a warehouse. This sounds like a movie but is true and happening in many factories!
In factories, it is very significant work on quality control. It ensures that things we have in our lives every day, like toys and appliances, are safe and function well. Computer vision allows factories to verify that each product being turned out by an assembly line is flawless. Cameras and computers collaborate to scan for any problems, and they serve a vital role in catching mistakes before they grow into bigger ones. This is a time- and money-saver, and the customer always gets the best products!
Inventory tracking is a tall order, especially in large factories. But when you have computer vision, it’s so much easier! Thanks to cameras that can scan and automatically identify products, inventory lists can be updated immediately. This is to prevent both the over saturation and under saturation, ensuring everything goes with no hitches. Jakange’s computer vision systems enable the factories to easily manage their inventory.

Safety is key, particularly in the hectic factory settings. Computer vision can be a tool in helping workers stay safe by monitoring their environment and alerting them to dangers. Cameras can tell if a person is too close to a machine or if an object is blocking a walkway. This feature minimizes accidents, contributes to workplace safety and increases the longevity of the machine. With Jakange’s computer vision systems, factories can be a tool to help workers be safer.

In a bustling factory, every minute counts. Computer vision used to check items can help speed the production process along. Cameras can rapidly inspect for quality control, cutting down on time and errors. It helps factories stay on schedule, and it helps make sure products are made well. Jakange’s systems can make factories more productive and efficient.

Robots are more and more frequent in factories. They also make production faster and cheaper. But robots have to be able to see and make sense of what’s around them. Robots use computer vision to identify parts and assemble them in the right order. This makes for a better end product and less mistakes. Jakange-powered computer vision enables robotic assembly lines to work meticulously and fast.
We maintain 100% product inspection rates, implementing strict quality oversight from raw material sourcing and assembly to final testing and packaging—ensuring reliability, compliance, and efficient delivery for global clients.
Supported by a skilled engineering team, we offer tailored vision product development, cost-optimized sourcing, consolidation services, and specialized logistics—providing complete, cost-effective visual solutions and responsive after-sales support.
A pioneer in new energy battery inspection technology, we apply our advanced vision systems and AI-driven solutions across industrial manufacturing, precision components, and smart automation, driving innovation in high-growth sectors.
As a nationally recognized high-tech enterprise with dual software and system integration certifications, we specialize in core technologies including machine vision software, robotics, precision motion control, and intelligent inspection systems.